Beschreibung für Polymaker Panchroma CoPE Braun
Das Filament Polymaker Panchroma CoPE stellt einen bedeutenden
technologischen Fortschritt im Bereich der 3D-Druckmaterialien dar und
überwindet herkömmliche Einschränkungen gängiger Thermoplaste durch eine
innovative Formulierung auf Copolyester-Basis. Dieses früher als Panchroma
Regular bekannte Material wurde entwickelt, um Anwendern eine außergewöhnliche
Kombination aus Hochgeschwindigkeitsdruck, hervorragender
Oberflächenqualität und erweiterten Konstruktionsmöglichkeiten zu bieten,
die weit über die Fähigkeiten von Standard-PLA-Filamenten hinausgehen.
Die Copolyester-Struktur des Materials gewährleistet ein optimales
Gleichgewicht zwischen mechanischen Eigenschaften, thermischer Stabilität und
Verarbeitbarkeit, was Druckgeschwindigkeiten von bis zu
400 mm/s ermöglicht, ohne Kompromisse bei der Qualität des finalen Drucks
einzugehen. Diese Geschwindigkeit bedeutet eine mehrfache Steigerung
der Produktivität gegenüber konventionellen Materialien, die typischerweise
Maximalgeschwindigkeiten von etwa 60 bis 100 mm/s erreichen, und macht
dieses Filament zur idealen Wahl für Produktionsumgebungen, die schnelles
Prototyping oder Kleinserienfertigung erfordern. Die chemische Zusammensetzung
dieses fortschrittlichen Copolyesters wurde durch umfassende Forschung und
Entwicklung sorgfältig optimiert, wobei verschiedene Polymerformulierungen
und Additive getestet wurden, um die ideale Eigenschaftskombination zu
erreichen.
Die Copolyester-Basis stellt eine anspruchsvolle Kombination verschiedener
Estermonomere dar, die durch Kondensationspolymerisation zu langen
Polymerketten verbunden sind. Dieser Prozess erzeugt ein Material mit einer
einzigartigen molekularen Architektur, bei der die Abwechslung verschiedener
Monomereinheiten die für Homopolymere typische regelmäßige kristalline
Struktur stört, was zu einer besseren Verarbeitbarkeit und einem erweiterten
Temperaturfenster für den Druck führt. Das resultierende Material
weist im Vergleich zu herkömmlichen Materialien eine deutlich bessere
Fähigkeit zur Überbrückung von Lücken (Bridging) und zur Erstellung von
Überhängen auf, was die konstruktiven Designmöglichkeiten erweitert und die
Notwendigkeit von Stützstrukturen in vielen Anwendungen eliminiert.
Diese verbesserte geometrische Flexibilität resultiert aus den optimierten
rheologischen Eigenschaften des Materials während des Schmelzens, die eine
präzisere Kontrolle über den Polymerfluss und dessen Erstarrung während der
Deposition ermöglichen. Das thermische Verarbeitungsfenster des Materials
liegt zwischen 190 °C und 230 °C für die Drucktemperatur, was eine
beträchtliche Flexibilität zur Anpassung an verschiedene Druckertypen und
spezifische Anforderungen einzelner Projekte bietet. Niedrigere Temperaturen in
diesem Bereich, typischerweise zwischen 190 °C und 205 °C, eignen sich für
feine Details und dünne Wände, wo Maßgenauigkeit und die Minimierung von
Stringing wichtig sind.
Mittlere Temperaturen um 210 °C bis 220 °C stellen einen optimalen
Kompromiss zwischen Druckgeschwindigkeit und Oberflächenqualität dar,
während höhere Temperaturen bis zu 230 °C einen maximalen Materialfluss für
Hochgeschwindigkeitsanwendungen oder den Druck massiver Objekte
ermöglichen. Die Temperatur des Heizbetts sollte zwischen 25 °C und 60 °C
eingestellt werden, wobei der optimale Wert typischerweise zwischen 40 °C und
50 °C liegt, um eine ideale Haftung der ersten Schicht zu gewährleisten.
Dieser breite Bereich der Arbeitstemperaturen ermöglicht es den Benutzern, die
Druckparameter fein auf die spezifischen Bedürfnisse abzustimmen, sei es zur
Maximierung der Produktionsgeschwindigkeit oder zur Erzielung der
höchstmöglichen Oberflächenqualität. Eines der wichtigsten
Merkmale des Materials Panchroma CoPE ist seine außerordentlich starke
Adhäsion an Druckbetten, die ein zweischneidiges Schwert darstellt und einen
spezifischen Ansatz bei der Verarbeitung erfordert. Diese
außergewöhnliche Haftung ist das Ergebnis einer Kombination mehrerer Faktoren,
einschließlich der polaren Natur der Estergruppen in der Polymerkette, die
starke Dipol-Dipol-Wechselwirkungen mit der Bettoberfläche erzeugen, und einer
optimierten Schmelzviskosität, die eine perfekte Benetzung der Oberfläche
während der Deposition der ersten Schicht ermöglicht. Während diese
Eigenschaft Probleme mit Verformungen (Warping) und dem Ablösen der Drucke
während des Druckvorgangs effektiv eliminiert – ein häufiges Problem bei
großen oder dünnwandigen Objekten –, kann sie gleichzeitig erhebliche
Komplikationen beim Entfernen der fertigen Objekte von der Druckfläche
verursachen.
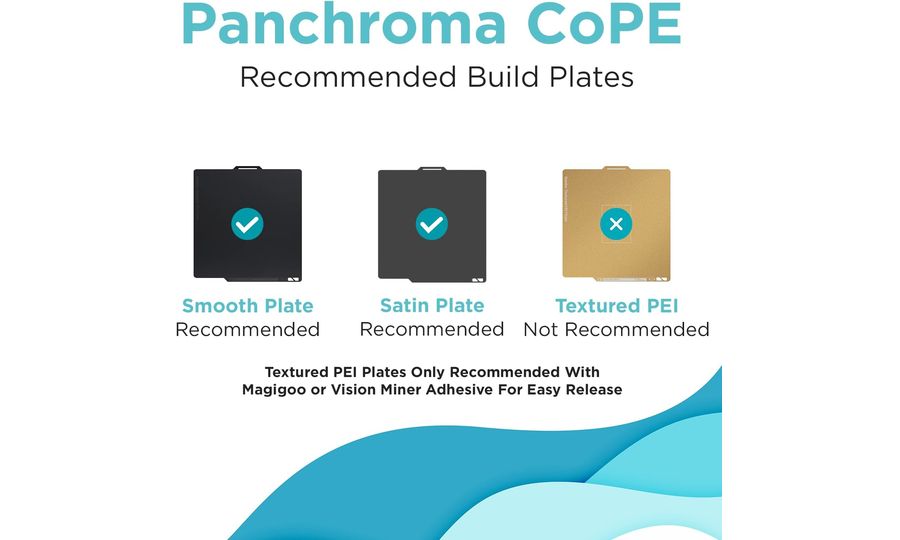
Das Material weist eine besonders starke Affinität zu texturierten oder
strukturierten PEI-Platten auf, wobei die Haftung so intensiv sein kann, dass
beim Versuch der Entfernung die Gefahr besteht, sowohl den Druck als auch das
Druckbett selbst zu beschädigen. Der Mechanismus dieser
außergewöhnlichen Adhäsion hängt mit der molekularen Struktur des
Copolyesters und seiner Fähigkeit zusammen, starke intermolekulare
Wechselwirkungen mit der Oberfläche des PEI-Materials einzugehen. Bei
der Drucktemperatur kommt es zu einer teilweisen Interdiffusion der
Polymerketten an der Grenzfläche zwischen Filament und Unterlage, was eine fast
permanente Verbindung schafft. Um diesen Effekt zu minimieren, ist es
entscheidend, die empfohlenen Verfahren einzuhalten, einschließlich der
Verwendung geeigneter Trennmittel und einer gründlichen Abkühlung des Drucks
auf Raumtemperatur vor dem Entfernungsversuch, wenn die thermische Kontraktion
des Materials die natürliche Ablösung vom Bett unterstützt. Eine bedeutende
Einschränkung des Materials Panchroma CoPE ist seine Inkompatibilität mit
herkömmlichen PLA-Filamenten im Rahmen des Multimaterial-Drucks. Die
unterschiedliche chemische Natur von Copolyester und Polymilchsäure führt zu
einer unzureichenden Zwischenschichthaftung zwischen diesen Materialien, was
ihre effektive Kombination in einem einzigen Druck unmöglich macht.
Dieser Mangel an Haftung stellt jedoch paradoxerweise einen Vorteil dar, wenn
Panchroma CoPE als abnehmbares Stützmaterial für PLA-Drucke verwendet wird, wo
die geringe Bindung zwischen den Materialien das anschließende Entfernen der
Stützen erleichtert, ohne das Hauptobjekt zu beschädigen. Diese duale
Charakteristik erweitert die Anwendungsmöglichkeiten des Materials und bietet
den Benutzern zusätzliche Flexibilität bei der Planung komplexer
Druckprojekte. Die Einstellung des Rückzugs (Retraktion) für optimale
Druckergebnisse hängt vom Typ des im jeweiligen Drucker verwendeten Extruders
ab. Für Konfigurationen mit Direktantrieb wird ein Rückzugsweg von 1 mm bei
einer Geschwindigkeit von 20 mm/s empfohlen, was das Risiko von
Düsenverstopfungen minimiert und gleichzeitig einen sauberen Druck ohne
unerwünschte Fäden bewahrt. Für Bowden-Systeme mit einer längeren Distanz
zwischen Motor und Düse ist ein Rückzugsweg von 3 mm bei einer
Geschwindigkeit von 40 mm/s geeignet, was die Elastizität des
Bowden-Schlauchs kompensiert und eine präzise Kontrolle des Materialflusses
gewährleistet. Die Verwendung eines Kühlventilators während des Drucks wird
für eine optimale Qualität von Überhängen und feinen Details empfohlen,
wobei die Kühlintensität je nach Komplexität der gedruckten Geometrie
angepasst werden kann. Falls das Material während der Lagerung Feuchtigkeit aus
der Luft absorbiert, was sich durch Knistern während der Extrusion oder
verschlechterte Oberflächenqualität äußern kann, wird eine Trocknung bei
55 °C für 6 Stunden empfohlen.
Dieser Prozess stellt die optimalen Druckeigenschaften des Materials wieder
her, indem die absorbierte Feuchtigkeit entfernt wird, die andernfalls eine
Hydrolyse der Polymerketten und eine Verschlechterung der mechanischen
Eigenschaften verursachen könnte. Regelmäßiges Trocknen ist besonders wichtig
in Umgebungen mit hoher relativer Luftfeuchtigkeit oder bei langfristiger
Lagerung offener Spulen. Das Qualitätskontrollsystem von Polymaker
gewährleistet eine konsistente Farbgebung und Homogenität des Materials über
alle Produktionschargen hinweg durch strenge Testprotokolle und spektroskopische
Analysen. Jede Spule durchläuft eine gründliche Kontrolle, die
Messungen des Filamentdurchmessers, Tests der mechanischen Eigenschaften und
eine visuelle Inspektion zur Sicherstellung der Fehlerfreiheit umfasst. Das
Ergebnis ist ein Material mit hochgradig gleichmäßigen Eigenschaften, das
vorhersehbare und wiederholbare Ergebnisse liefert, unabhängig vom Umfang des
Projekts – von kleinen Kunstwerken bis hin zu umfangreichen industriellen
Anwendungen. Die Verpackung des Filaments spiegelt das Engagement von Polymaker
für ökologische Nachhaltigkeit durch die Verwendung vollständig recycelbarer
Materialien wider. Jede 1-kg-Spule besteht aus recyceltem Karton mit
verstärkten Kanten, die Beschädigungen und Absplitterungen während der
Handhabung und Lagerung verhindern.
Eine spezielle Beschichtung an den Kanten der Spule eliminiert die für
Kartonmaterialien typische Staubentwicklung und gewährleistet gleichzeitig die
Kompatibilität mit automatischen Materialwechselsystemen wie dem Bambu Lab
AMS. Das Filament ist mit einer Technologie präzise gewickelt, die
Verhedderungen verhindert, und vakuumverpackt in einem wiederverschließbaren
Beutel mit Reißverschluss und Trockenmittel, was einen optimalen Zustand des
Materials bei Lieferung und während der Lagerung garantiert. Der
Filamentdurchmesser von 1,75 mm mit einer strengen Toleranz gewährleistet
einen konsistenten Materialfluss und Kompatibilität mit der überwiegenden
Mehrheit der modernen FDM- und FFF-3D-Drucker. Diese Standardisierung
ermöglicht eine einfache Integration des Materials in bestehende
Produktionsprozesse ohne die Notwendigkeit wesentlicher Anpassungen an Hardware
oder Software. Das Material ist für die Verwendung mit den
Standardeinstellungen der meisten gängigen Slicing-Programme optimiert, was
den Prozess der Druckvorbereitung vereinfacht und die Einstiegshürde für
Benutzer senkt, die von traditionellen PLA-Materialien wechseln. Das
Anwendungsspektrum von Panchroma CoPE umfasst eine breite Palette von Nutzungen,
von funktionalen Prototypen über Endprodukte bis hin zu spezialisierten
technischen Anwendungen.
Hohe Verschleißfestigkeit und mechanische Festigkeit machen das Material
ideal für die Erstellung von Bauteilen, die mechanischer Beanspruchung
ausgesetzt sind, wie Zahnräder, Lager oder Konstruktionselemente. Die
hervorragende Oberflächenqualität ohne die Notwendigkeit einer Nachbearbeitung
ermöglicht die direkte Herstellung ästhetischer Teile für Konsumgüter.
Die Fähigkeit zum Hochgeschwindigkeitsdruck steigert die
Produktivität erheblich und senkt die Produktionskosten, was das Material für
die Kleinserienfertigung und das schnelle Prototyping attraktiv
macht. Die wirtschaftliche Perspektive der Nutzung von Panchroma CoPE
weist ein günstiges Verhältnis zwischen Anfangsinvestition und langfristigen
Einsparungen durch erhöhte Produktivität und eine reduzierte Rate von
Fehldrucken auf. Die Möglichkeit, mit Geschwindigkeiten von bis zu
400 mm/s zu drucken, bedeutet eine potenzielle Verkürzung der
Produktionszeiten um mehr als 50 Prozent im Vergleich zu Standardmaterialien,
was die Kosten für Energie und Anlagenabschreibung deutlich senkt. Verbesserte
Fähigkeiten bei Brücken und Überhängen reduzieren den Bedarf an
Stützstrukturen, was Material spart und zeitaufwendige Post-Processing-Schritte
eliminiert. Die Kombination dieser Faktoren macht Panchroma CoPE zu einer
wirtschaftlich vorteilhaften Wahl für professionelle Anwender und Enthusiasten,
die maximale Leistung und Zuverlässigkeit in ihren 3D-Druckprojekten
suchen.
Eigenschaften:
- Material: Copolyester (CoPE)
- Farbe: Brown (Braun)
- Filamentdurchmesser: 1,75 mm
- Durchmessertoleranz: ±0,02 mm
- Gewicht: 1000 g
- Drucktemperatur: 190 °C bis 230 °C
- Betttemperatur: 25 °C bis 60 °C
- Empfohlene Betttemperatur für optimale Haftung: 40 °C bis 50 °C
- Maximale Druckgeschwindigkeit: 400 mm/s
- Kühlung: eingeschalteter Ventilator empfohlen
- Rückzug für Direktantrieb: Distanz 1 mm, Geschwindigkeit 20 mm/s
- Rückzug für Bowden-System: Distanz 3 mm, Geschwindigkeit 40 mm/s
- Trocknungseinstellung: 55 °C für 6 Stunden bei
Feuchtigkeitsaufnahme
- Kompatibilität mit Multimaterial-Systemen: Bambu
Lab AMS
- Kompatibilität mit PLA im Multimaterial-Druck: nein (schlechte
Haftung)
- Verwendungsmöglichkeit als Stützmaterial für PLA: ja
- Haftung am Bett: sehr stark
- Empfohlene Druckoberflächen: glatte oder satinierte Platte
- Nicht empfohlene Oberflächen: texturierte PEI-Platten
- Empfohlene Trennmittel: Magigoo Original,
Vision Miner
- Verschleißfestigkeit: hoch
- Brückenbildungsfähigkeit (Bridging): verbessert
- Überhangsfähigkeit: verbessert
- Spulentyp: recycelbare Kartonspule mit verstärkten Kanten
- Kompatibilität: alle offenen FDM/FFF 3D-Drucker
- Verpackung: vakuumverpackt in wiederverschließbarem Beutel mit
Reißverschluss
- Zertifizierung: entspricht den Standards für 3D-Druckmaterialien

 Česko
Česko Slovensko
Slovensko Magyarország
Magyarország România
România България
България Polska
Polska Slovenija
Slovenija